Industrial Conveyors
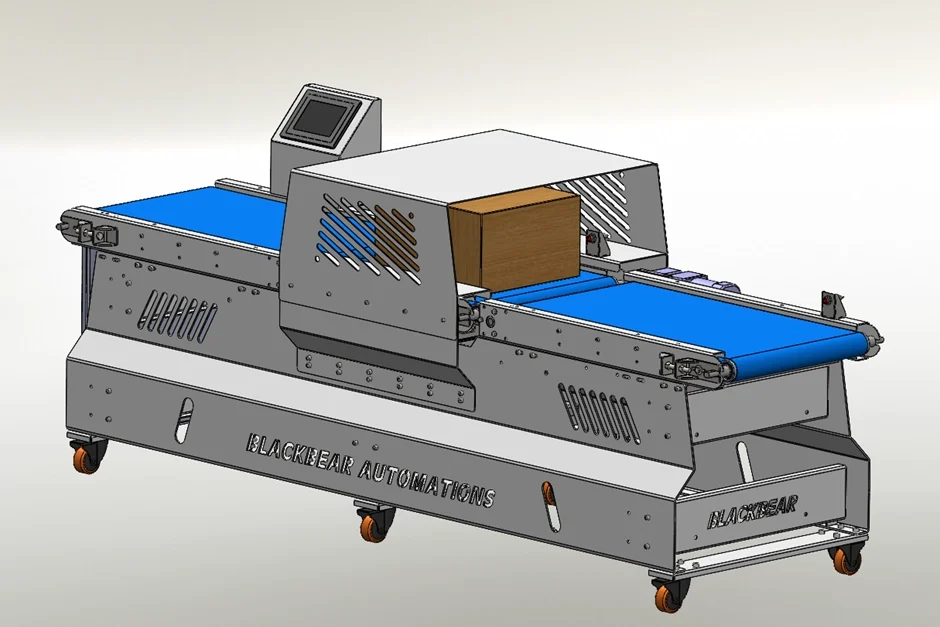
Our Industrial Conveyors are engineered for efficiency, durability, and seamless integration into a wide range of production and material handling systems. Whether you’re moving components between workstations or transporting finished goods for packaging, our conveyor solutions are designed to keep your operations running smoothly.
Key Features:
Heavy-Duty Construction: Built with robust materials to withstand continuous operation in harsh industrial settings.
Modular Design: Scalable and configurable to match your plant layout and application requirements.
Custom Belt Options: Available with a range of belt types including PVC, PU, modular plastic, and metal mesh.
Low Maintenance Operation: Precision engineering ensures long service life with minimal downtime.
Automation-Ready: Easily integrates with sensors, checkweighers, metal detectors, and sorting systems.
Conveyor Types Available:
- Flat belt conveyors
- Inclined and declined conveyors
- Modular and slat chain conveyors
- Roller conveyors
- Customized solutions
Benefits:
- Increases production throughput and efficiency
- Improves workplace safety and ergonomics
- Reduces manual handling and labour costs
- Supports clean, organized workflows
- Compatible with both dry and washdown environments
Applications:
Our conveyors are tailored to meet the specific needs of your operations and trusted across industries such as food processing, packaging, pharmaceuticals, automotive, electronics, and more.